Welding very thin material is all about one thing – heat control. Differentially heating a part will cause it to warp, and heating one small area will likely melt a hole.
Machine setup
If you can, run the thinnest wire possible, usually this will be 0.6mm. This allows you to turn the volts and wire speed down as much as possible, to reduce heat input into the material. Silicon bronze MIG wire can be used to allow for even less heat input than standard steel wire.
Cooling
Blowing compressed air over a weld, or dabbing it with a wet rag, is used to cool the area after laying down a weld. This reduces the total heat buildup in the part, reducing warp as it cools down after welding. The best form of cooling is simply waiting until the part has cooled naturally over a long time, but this is obviously very slow.
Let’s go through an example of a butt joint:
First, gap the joint, TIG wire works great for creating an even gap along the joint.
Gapping the joint helps to prevent the plates buckling against each other, by giving them room to move.
Then, tack the ends of the joint.
Next, we need to weld this joint out. Commonly this joint would be stitch welded. Here’s an example of ~1″ stitches: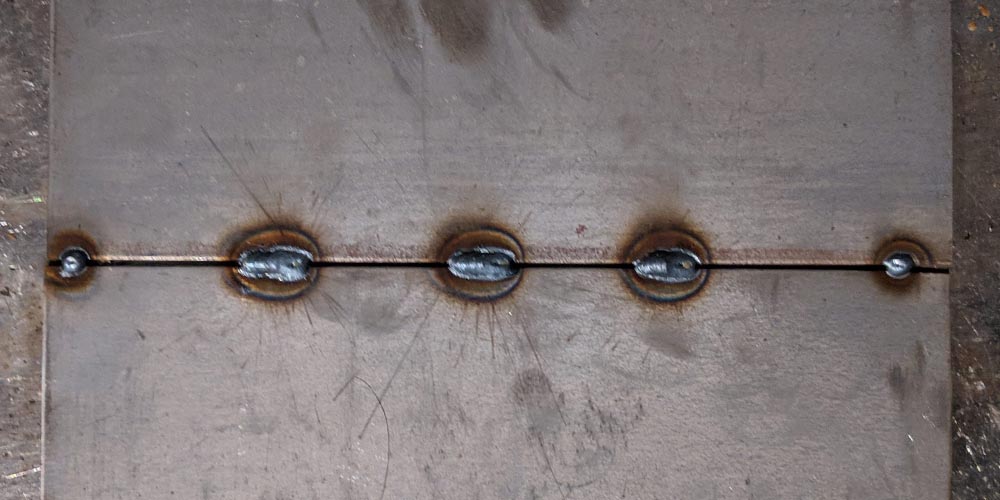
Then the rest was filled in with spot stitches: